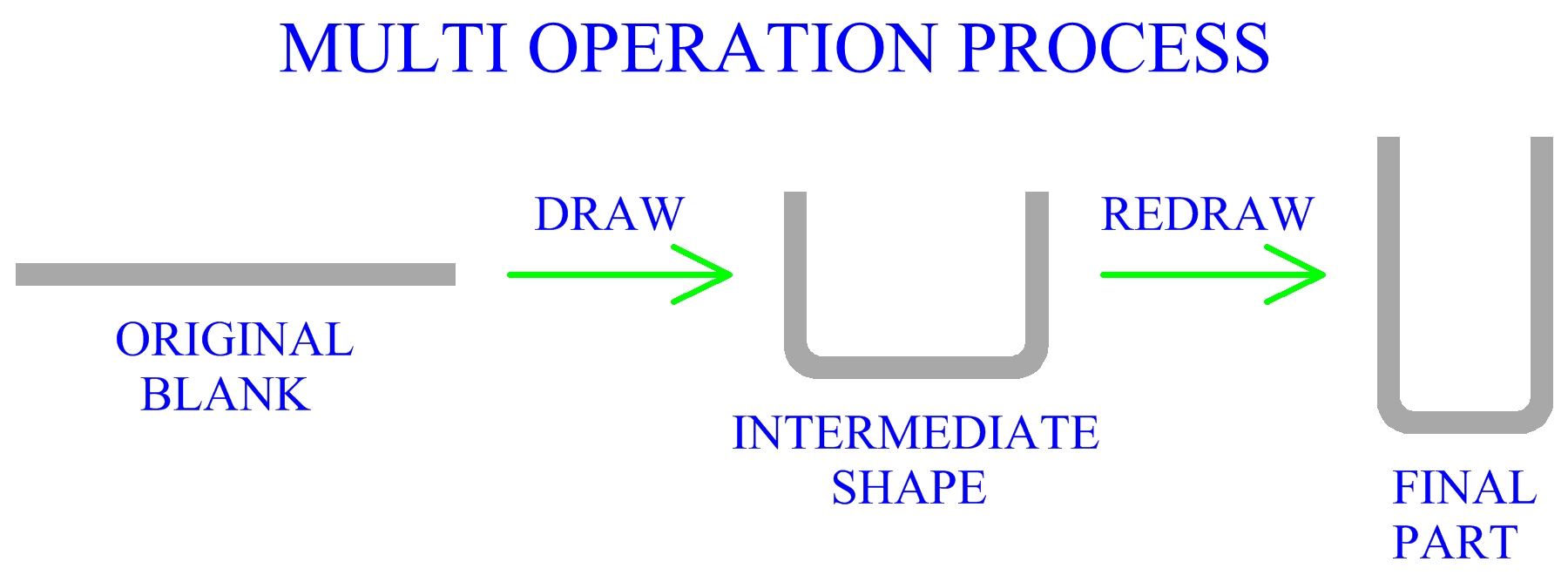
sheet metal drawing operation is used to make
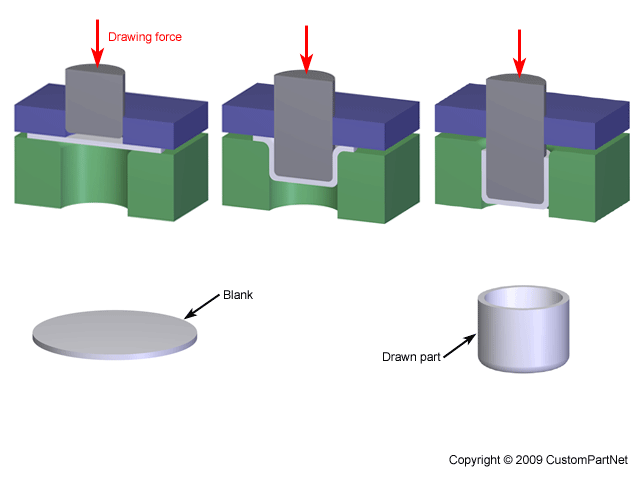
It is a cold press working operation in which the starting material is in the form of a blank of sheet metal. Beverage cans ammunition shells automobile body panels.
Deep Drawing Of Sheet Metal
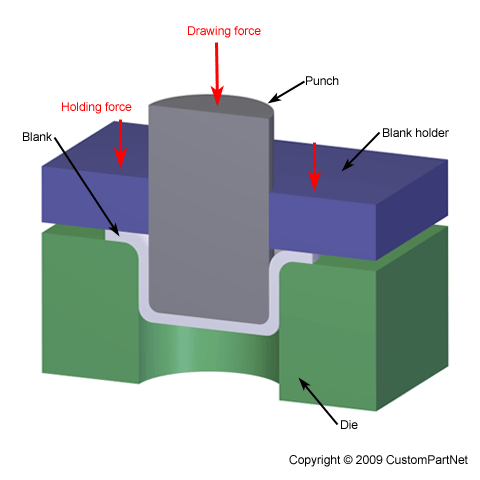
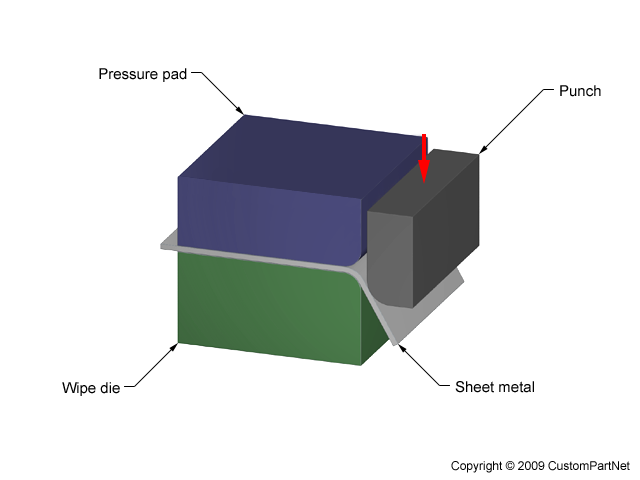
The punch is the desired shape of the base of the part once drawn.
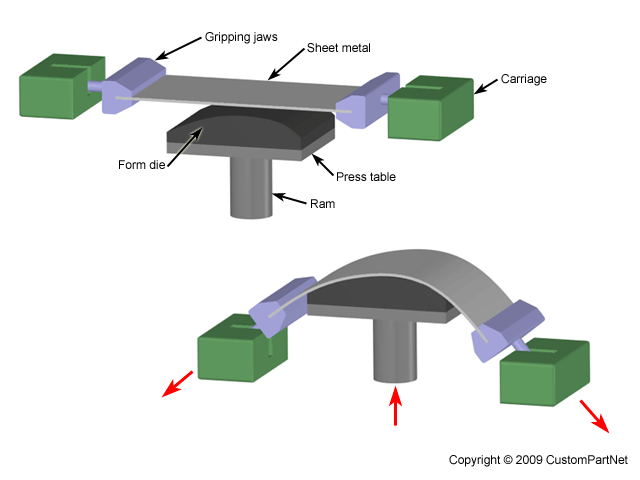
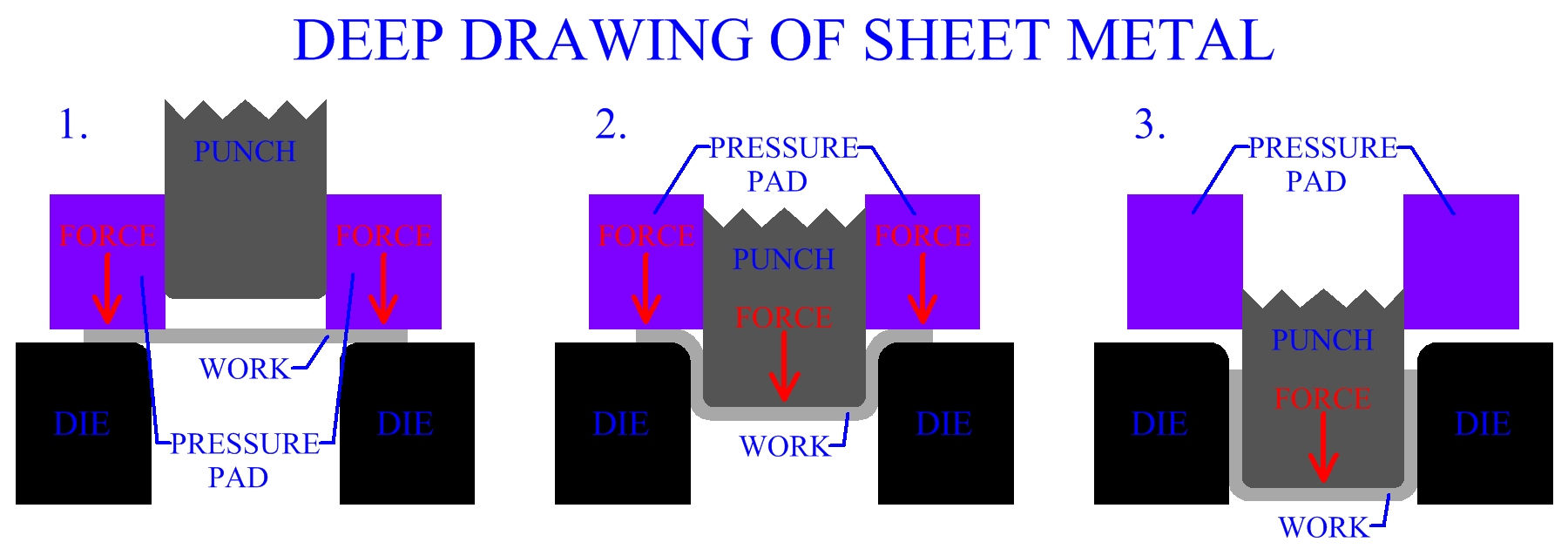
. Stretch forming is a sheet metal forming process in which the sheet metal is intentionally stretched and simultaneously bent to have the shape change. The die cavity matches the punch and is a little wider to allow for its passage as well as clearance. Drawing is accomplished by placing a piece of sheet metal over a die cavity and then using a punch to push the metal into the cavity.
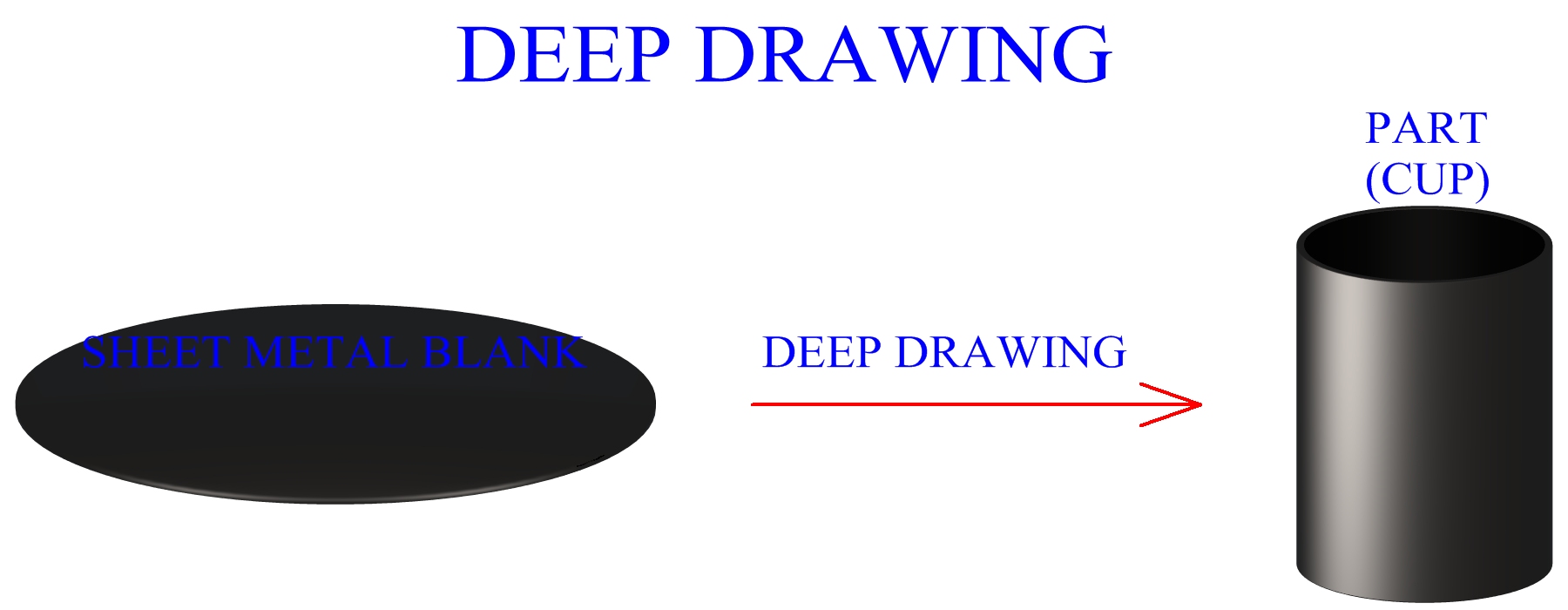
When using the Insert Bends or Convert to Sheet Metal features apply the features as early. Sheet metal drawing operation is used to make A wire B tube C cup shaped parts D rods 063. Drawing Sheet metal forming operation used to make cup shaped box shaped or other complex curved hollow shaped parts Performed by placing a piece of sheet metal over a die cavity and then pushing the metal into the opening with a punch.
Piercing is a type of sheet metal punching operation used to create an extruded hole or slot in a sheet metal workpiece. The punch is the desired shape of the base of the part once drawn. To save the cost of punching or drilling in a secondary operation the following formulas can be used to calculate the minimum distance required.
Drawing is a sheet-metal-forming operation used to make cup-shaped box-shaped or other complex-curved and concave parts by placing a piece of sheet metal over a die cavity and pushing the metal into the cavity with a punch. The proper relation of views in a drawing. The detailed info about 5-9 sheet metal operations are presented at the end of the article and the rest 1-4 are covered at the beginning of the article.
In other words Piercing is a combination of cutting and forming operation. The Sheet Metal CleatThe work of this problem will consist in laying out to full size the views and pattern for a galvanized sheet metal cleat. Sheet metal drawing operation is used to make a wire.
In a blanking operation to produce steel washer the maximum punch load used in 2 x 10 5 NThe plate thickness is 4 mm and percentage penetration. Use the Insert Bends feature. Bending produces the following types of forces in the parts A tensile B compressive C tensile and compressive D shear 064.
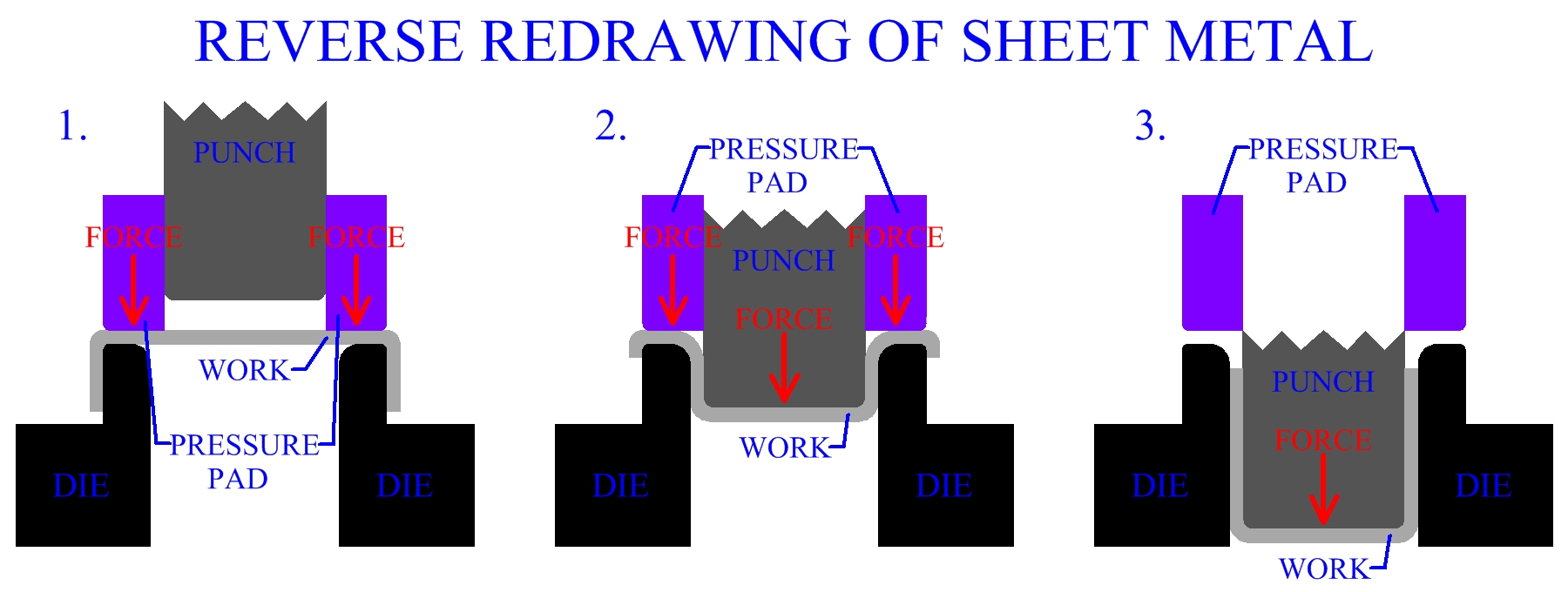
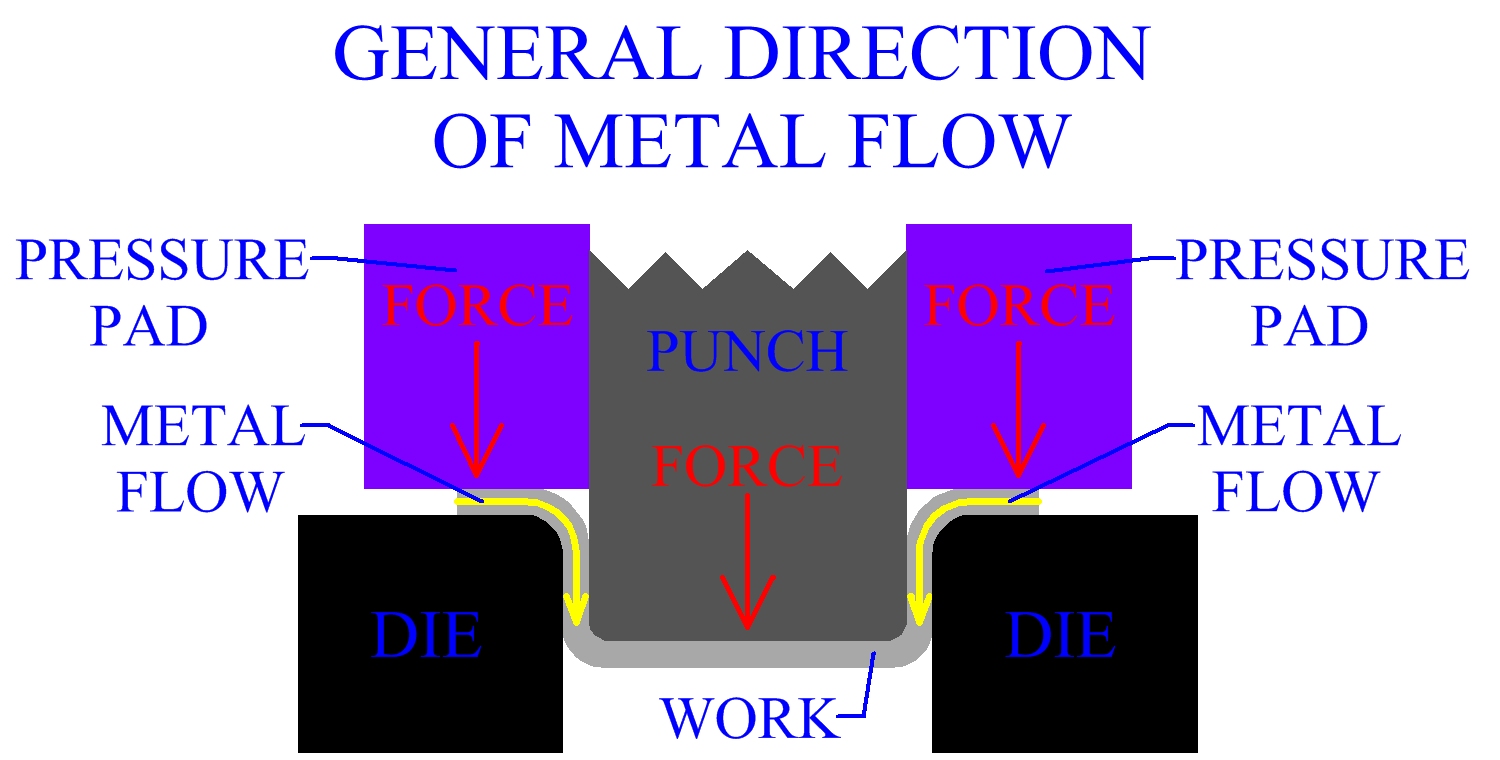
When a metal blank is drawn into a die a change in its shape is brought about by forcing the metal to flow on a plane parallel to the die face with the result that its thickness and surface area remain about the same as the blank. True False Coining is a bulk deformation process also used in sheet-metal work in which fine details in a die are impressed into the. Bending of Tube Stock.
Flanging bending edges of sheet metal to 90 degrees Dimpling punching a hole followed immediately by flanging the edges Hemming folding the edge of a sheet over itself Seaming joining 2 edges of sheet metal by hemming Roll Forming Multiple rolls to form linear products similar to extrusion. This operation is used to make tabs vents and louver. In making the layout for this cleat the following points must be kept in mind.
Straight polarity in arc welding is obtained with A alternating current electrode with electrode. With the use of the industrial manufacturing process sheet metal is formed by working metal into flat and thin pieces. How to dimension a drawing.
D 25T. As the load applied through the punch the sheet metal is forced to. A wide range of products are manufactured with the use of sheet metal making it an essential part of the modern world.
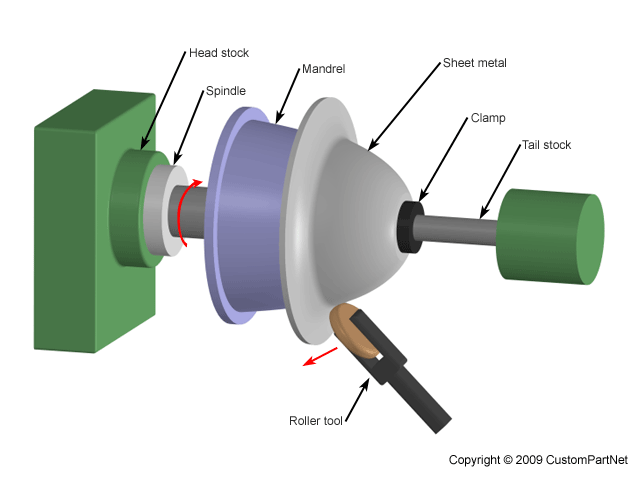
Fullers are used for necking down grooving and drawing a piece of work. The die cavity matches the punch and is a little wider to allow for its passage as well as clearance. Sheet is held by jaws or drawbeads at both the ends and then stretched by punch such.
Sheet metal is one of the very convenient ways that is used in metal working and it can be mended and cut into various shapes and dimensions. The deep-drawing process converts a sheet metal blank. Use the Convert to Sheet Metal feature.
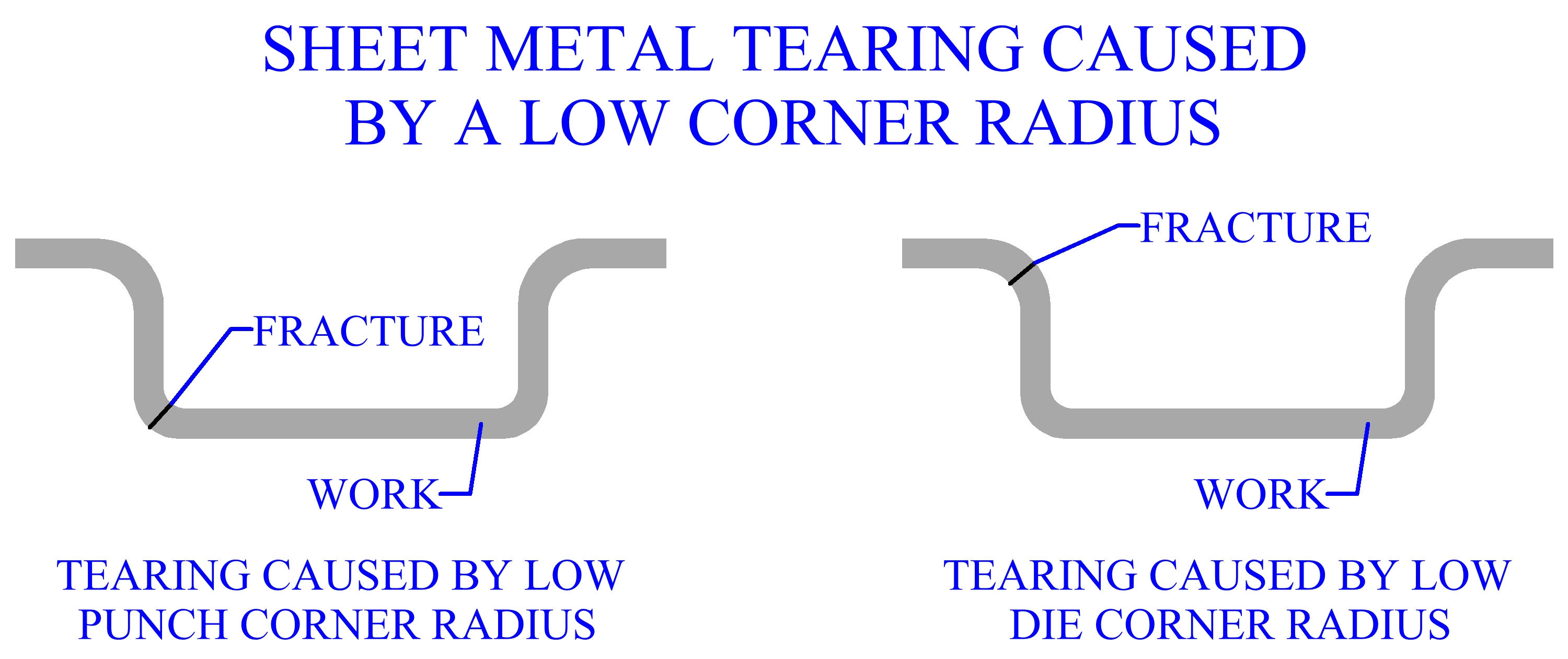
Accuracy in the use of the scale rule. This setup is similar to sheet metal cutting operations. The process involves a punch with a round comer and a die with a large radius.
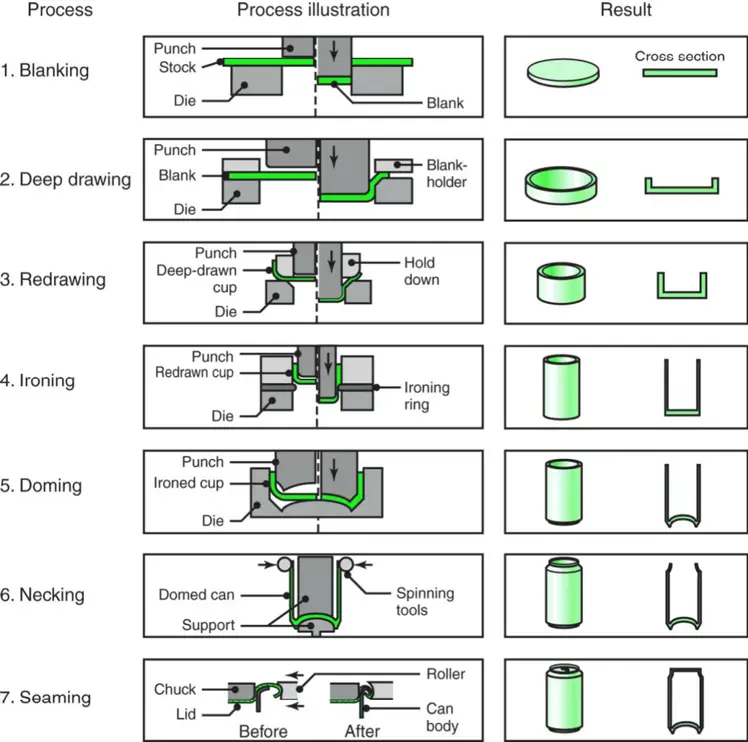
Around 10 Press Working Operations or Sheet Metal Operations can be performed on the sheet and they are as follows. Use sheet metal features such as base-flanges edge-flanges miter flanges etc. As a result of the applied force from a piercing tool sheet metal starts tearing and produces an extruded hole or slot.
The punch-die clearance is slightly larger than the thickness of the sheet metal to be deep drawn. Distance D 25T R see fig. C Form height to thickness ratio To determine the minimum form height for sheet metal use the following formula.
When designing sheet metal parts the order preference for use of feature tools are as follows. Deep drawing of sheet metal is performed with a punch and die. Deep drawing operation in sheetmetal is a widely used sheet metal forming Operations in the automotive and consumer goods sector to manufacture sheet metal parts.
Grooving is the process of reducing the diameter of a workpiece over a narrow surface. Drawing shapes Drawing Radii. In drawing operation metal flows from one place to other to give the required shape.
Introduction Cutting and forming thin sheets of metal usually performed as cold working Sheet metal 04 164 to 6 mm 14in thick. Drawing is a sheet metalworking operation used to produce cup-shaped or box-shaped or other complex-curved an concave parts. Deep drawing of sheet metal is performed with a punch and die.

Deep Drawing Find Suppliers Processes Material
Deep Drawing Of Sheet Metal
Sheet Metal Forming
Sheet Metal Forming
Sheet Metal Forming

9 Different Types Of Sheet Metal Operations With Diagram Pdf
Sheet Metal Forming
Sheet Metal Forming Processes And Equipment Machinemfg
Deep Drawing Of Sheet Metal

Deep Drawing An Overview Sciencedirect Topics

Pin On Manufacturing Technology
Sheet Metal Forming

Deep Drawing An Overview Sciencedirect Topics
Sheet Metal Forming
Deep Drawing Of Sheet Metal
Deep Drawing Of Sheet Metal

Deep Drawing An Overview Sciencedirect Topics
Deep Drawing Of Sheet Metal

Sheet Metal Tools Cutting Marking Bending Tools